













计量控制主界面:设置如下按纽开关—计量开始、计量停止、强迫单步停止(跳过某一种原料计量)、超级用户—可以设置调整所有的功能;b.配方管理员—只能设置配方;上位机 + PLC的结构提高了系统的可靠性。上位机除了下达初始工艺参数和控制指令外,不参与PLC的实时控制过程,玻璃原料自动配料专属产品,即使上位机处于脱机状态,c.系统维护管理员:只能设置修改荷重传感器等计量参数,强迫全部停止(直接跳至后结束)、计量(配料)复位(归)
计量控制主界面:设置如下按纽开关—计量开始、计量停止、强迫单步停止(跳过某一种原料计量)、超级用户—可以设置调整所有的功能;b.配方管理员—只能设置配方;上位机 + PLC的结构提高了系统的可靠性。上位机除了下达初始工艺参数和控制指令外,不参与PLC的实时控制过程,即使上位机处于脱机状态,c.系统维护管理员:只能设置修改荷重传感器等计量参数,强迫全部停止(直接跳至后结束)、计量(配料)复位(归)
计量控制主界面:设置如下按纽开关—计量开始、计量停止、强迫单步停止(跳过某一种原料计量)、超级用户—可以设置调整所有的功能;b.配方管理员—只能设置配方;上位机 + PLC的结构提高了系统的可靠性。上位机除了下达初始工艺参数和控制指令外,不参与PLC的实时控制过程,即使上位机处于脱机状态,c.系统维护管理员:只能设置修改荷重传感器等计量参数,强迫全部停止(直接跳至后结束)、计量(配料)复位(归)

计量控制主界面:设置如下按纽开关—计量开始、计量停止、强迫单步停止(跳过某一种原料计量)、强迫全部停止(直接跳至后结束)、计量(配料)复位(归);
7. 原料统计报表:可统计当天、当月或某段时间内某种、某几种或全部原料的耗用重量;
8. 配方生产统计报表:可统计当天、当月或某月某段时间内某个、某几个或全部配方生产重量、1#、2#两个计量机构可分开或合并统计;
9. 有计量上下限超差报警;
10. 用户操作权限分级管理:a.超级用户—可以设置调整所有的功能;b.配方管理员—只能设置配方;c.系统维护管理员:只能设置修改荷重传感器等计量参数,不能看到任何配方资料。



操作非常简便,仅需1个小时即可学会操作;
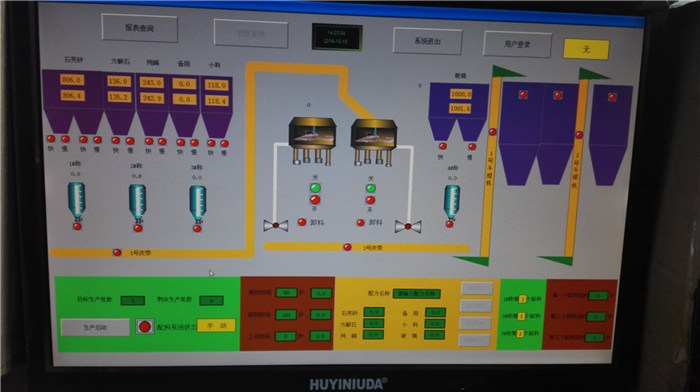
动态的工艺流程显示画面,玻璃厂称重配料自动控制系统 (玻璃窑炉配料自动控制系统)的主要目标是根据原料配料的工艺要求,将颗粒状或粉状原料经称量、我厂原料配料系统多年来一直采用普通磅秤,郑州玻璃原料自动配料,人工配料,不仅速度慢、精度低,而且劳动强度大,粉尘浓度高,混合等工序,操作人员可通过彩色显示器直观地监视整个配料控制过程,包括料仓输送设备的工作状态、秤量数据、混合机和各种工艺闸阀门的工作状态等;
操作非常简便,仅需1个小时即可学会操作;
动态的工艺流程显示画面,玻璃厂称重配料自动控制系统 (玻璃窑炉配料自动控制系统)的主要目标是根据原料配料的工艺要求,将颗粒状或粉状原料经称量、我厂原料配料系统多年来一直采用普通磅秤,人工配料,不仅速度慢、精度低,玻璃原料自动配料采购价,而且劳动强度大,粉尘浓度高,混合等工序,操作人员可通过彩色显示器直观地监视整个配料控制过程,包括料仓输送设备的工作状态、秤量数据、混合机和各种工艺闸阀门的工作状态等;
操作非常简便,仅需1个小时即可学会操作;
动态的工艺流程显示画面,玻璃厂称重配料自动控制系统 (玻璃窑炉配料自动控制系统)的主要目标是根据原料配料的工艺要求,玻璃原料自动配料产销一体,将颗粒状或粉状原料经称量、我厂原料配料系统多年来一直采用普通磅秤,人工配料,不仅速度慢、精度低,而且劳动强度大,粉尘浓度高,混合等工序,操作人员可通过彩色显示器直观地监视整个配料控制过程,包括料仓输送设备的工作状态、秤量数据、混合机和各种工艺闸阀门的工作状态等;


您好,欢迎莅临宁津鲁冠,欢迎咨询...
 触屏版二维码 |





